











To choose high-quality Metal Stamping Parts, evaluate five areas in sequence: the supplier's certi...
Branschnyheter
Jun 19,2026
Hur förbättrar pallfötter och kapslingar staplingsbarheten?
Pallfötter och häckpluggar förbättra stapelbarheten genom skapar en exakt mekanisk förregling mellan staplade pallar som förhindrar sidoförskjutning, kontrollerar den vertikala ökningen av varje extra pall och fördelar tryckbelastningar jämnt över definierade kontaktpunkter. Resultatet är ett staplingssystem som är strukturellt stabilt, utrymmeseffektivt och säkert att hantera – egenskaper som plattpallspallar utan dessa komponenter inte kan uppnå tillförlitligt på egen hand.
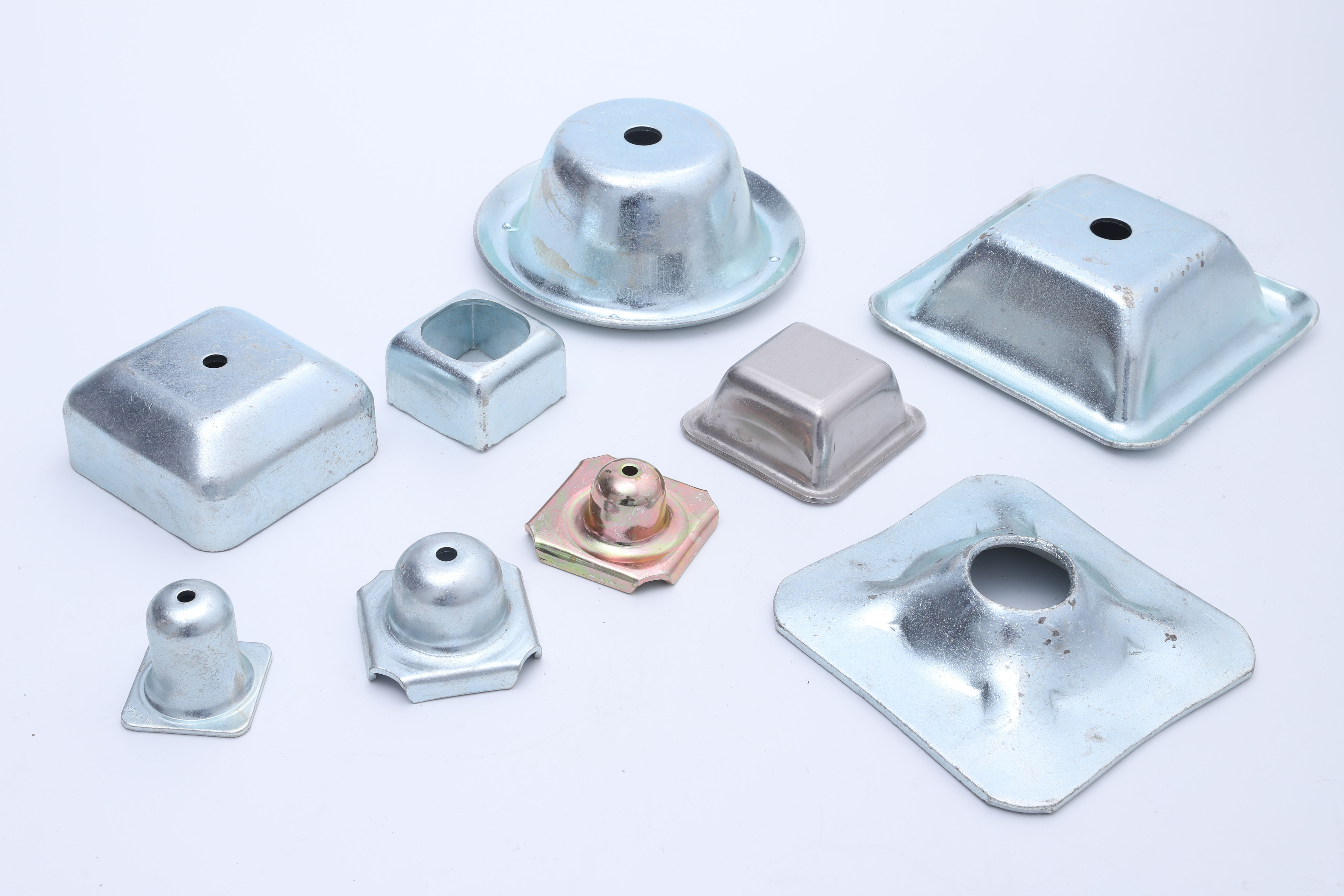
Kl Ningbo Dasheng Metal Products Co., Ltd , tillverkar vi pallfötter och kapslingar genom precisionsstämpling av metall, djupdragning och svetsprocesser. Vårt direkta engagemang i produktionen av dessa komponenter ger oss en detaljerad förståelse för hur dimensionell noggrannhet och materialkvalitet översätts till verklig stapelbarhetsprestanda. Följande artikel undersöker varje aspekt av hur dessa två komponenter fungerar tillsammans för att förvandla pallstapling från en opålitlig manuell uppgift till en kontrollerad, repeterbar och mätbar operation.
Mekaniken i hur kapslingspluggar låser pallar i linje
Den grundläggande mekanismen genom vilken pallfötter och kapslingspluggar förbättrar stapelbarheten är plug-in-fot-ingreppet. När en tom lastpall läggs ovanpå en annan, sjunker de kapslingar som sticker ut från undersidan av den övre pallen ner i de öppna hålrummen överst på fötterna på den nedre pallen. Det här ingreppet gör tre saker samtidigt: det placerar den övre pallen i exakt horisontell inriktning med den nedre, det begränsar hur långt den övre pallen kan sjunka ner i den nedre (kontrollerar kapslingsökningen), och den motstår all sidokraft som annars skulle få stapeln att skifta eller luta.
Utan kapslingspluggar har staplade pallar ingen mekanisk koppling till varandra. De förlitar sig helt på gravitation och friktion för att hålla sig på plats. På släta lagergolv, under hantering av gaffeltruckar eller i fordon i rörelse är enbart friktion otillräcklig för att förhindra växling. En stapel med tio pallar utan sammankopplade komponenter kan förskjutas i sidled med flera centimeter under måttlig sidoacceleration - tillräckligt för att välta stapeln eller göra den osäker att lyfta som en enhet.
Plugggeometri och dess effekt på stackprecision
Geometrin på kapselpluggen - dess konvinkel, ytterdiameter, väggtjocklek och höjd - bestämmer hur exakt den övre pallen sitter i förhållande till den nedre och hur mycket spel i sidled som finns inom den inkopplade stapeln. En plugg med en generös ingångskona (vanligtvis 3° till 7° dragvinkel ) styr pallen på plats även när placeringen inte är perfekt centrerad, medan en tätare passning vid basen av ingreppet ger den precisionsinriktning som automatiserade hanteringssystem kräver. Precisionsstämplade pluggar tillverkade för att uppnå snäva dimensionstoleranser positionell repeterbarhet inom ±1 mm — väsentligt för pallar som hanteras av robotsystem eller automatiserade styrda fordon.
Styra häckningsökningen: hur mycket utrymme som faktiskt sparas
Ett av de mest kvantifierbara sätten på vilka pallfötter och kapslingspluggar förbättrar staplingsbarheten är genom att möjliggöra ett kontrollerat och förutsägbart kapselsteg - den extra vertikala höjden som läggs till en stapel av varje på varandra följande pall. Detta inkrement bestäms av skillnaden mellan pallfotens totala höjd och det djup till vilket kapselpluggen griper in i den.
Ett välkonstruerat häckningssystem uppnår vanligtvis en häckningsökning på 30 till 60 mm per pall . Som jämförelse kan nämnas att en konventionell träblockpall med en total höjd på cirka 145 mm lägger till hela 145 mm till en stapel med varje extra enhet – eftersom den inte har någon kapslingskapacitet alls. De utrymmesbesparande konsekvenserna är dramatiska:
| Antal pallar | Konventionell pallstapelhöjd (145 mm vardera) | Nestbar pallstapelhöjd (steg 40 mm) | Utrymme sparat |
|---|---|---|---|
| 5 | 725 mm | 310 mm | 57 % |
| 10 | 1 450 mm | 510 mm | 65 % |
| 20 | 2 900 mm | 910 mm | 69 % |
| 50 | 7 250 mm | 2 110 mm | 71 % |
Som tabellen visar ökar den platsbesparande fördelen när fler pallar staplas, eftersom den fasta bashöjden på bottenpallen blir en mindre andel av den totala stapelhöjden. Vid 50 pallar upptar ett infästningsbart system med ett steg på 40 mm mindre än 30 % av utrymmet krävs av konventionella pallar — en omvandling som direkt påverkar hur många tomma pallar ett lager kan lagra, hur många som kan lastas på en returlastbil och hur effektivt en pallpool kan hanteras.
Varför exakt kontroll av häckningsinkrement är viktig
Konsekvent styrning av kapslingsinkrement är endast möjlig när pallfötter och kapslingspluggar är tillverkade enligt exakta dimensionsspecifikationer. Om fothöjderna varierar med flera millimeter över en pallflotta – vilket de kommer att göra när komponenter tillverkas med otillräcklig kvalitetskontroll – blir häckningsökningen oförutsägbar. Vissa pallar kommer att kapsla djupare än vad som är tänkt, vilket potentiellt kan orsaka att palldäcket kommer i kontakt med och skadar gods på en lastad pall nedanför. Andra kommer inte att häcka alls om pluggen misslyckas med att koppla in fothålan ordentligt. Dimensionell konsekvens över alla komponenter i flottan är grunden för pålitlig stapelbarhet.
Lastfördelning och strukturell stabilitet under stapling
Stapelbarhet handlar inte bara om hur kompakt pallar häckar – det handlar också om hur säkert och stabilt de bär laster när de staplas med gods. Pallfötter spelar en central roll i detta genom att definiera exakt var tryckkrafter överförs mellan staplade pallar och till golvet. I en stapel med flera pallar som bär lastade pallar, måste fötterna på varje övre pall överföra sin last direkt till de strukturella delarna av pallen under - inte på däcksytan mellan fötterna, som i de flesta pallkonstruktioner inte är konstruerade för att bära trycklaster uppifrån.
Precisionsplacerade fötter säkerställer det lastöverföring sker vid rätt punkter i varje staplingskonfiguration. När fötterna är konsekvent placerade vid pallens hörn och kanter - som de är i ett väldesignat system med kontrollerade tillverkningstoleranser - stöds varje nivå i en laddad stapel av de strukturella kolonnerna som bildas av fötterna under den. Denna pelarliknande lastbana är mekaniskt effektiv och förhindrar böjning och böjning av palldäck som uppstår när laster förs över till icke-stödda områden.
Häckande pluggars roll för att förhindra stackkollaps
När en lastad pallstapel utsätts för horisontella krafter - från ett fordon som rundar ett hörn, en gaffeltruck som bromsar kraftigt eller seismisk aktivitet i ett lager - är stapelns tendens att luta och potentiellt välta. Hopande pluggar som griper positivt in i pallfötter motstår denna tendens genom att fungera som skjuvkopplingar mellan intilliggande pallar. Pluggens kontakt med fothålighetens innervägg omvandlar sidokraft till en kompressions- och dragväxelverkan mellan de två komponenterna, vilket leder bort energin istället för att tillåta pallarna att glida i förhållande till varandra.
Skjuvmotståndet som tillhandahålls av ett enda pluggfotsingrepp beror på väggtjockleken hos båda komponenterna, ingreppsdjupet och materialegenskaperna för varje del. En pressad stålplugg som griper in i en stålfotshålighet ger betydligt större skjuvmotstånd än en plastplugg i en plastfot — en viktig faktor vid operationer där staplade pallar transporteras med lastbil över långa avstånd på ofullkomliga vägytor.
Hur likformighet i fothöjd påverkar stapelns jämnhet
En pallstapel är bara så jämn som fötterna som stödjer den. Om de fyra eller fler fötterna på en enstaka pall varierar i höjd - även med några millimeter - kommer palldäcket inte att sitta i nivå med pallen under den. Denna lutning ackumuleras med varje ytterligare pall i stapeln: en höjdvariation på 2 mm per pall blir en 20 mm magert över en stapel med tio pallar, vilket är tillräckligt för att göra den översta pallen synbart instabil och potentiellt osäker att plocka upp som en enhet med en gaffeltruck.
Klt kontrollera fothöjdens enhetlighet över en pallflotta kräver tillverkningsprocesser som kan producera komponenter med snäva höjdtoleranser - vanligtvis ±0,5 mm eller bättre för precisionsapplikationer. Kl Ningbo Dasheng Metal Products Co., Ltd , våra djupdragnings- och stämplingsoperationer utförs med verktyg som bibehåller ett konsekvent materialflöde och formningsdjup, vilket säkerställer att varje fot som produceras i en produktionsserie uppfyller den specificerade höjden inom den erforderliga toleransen. Denna överensstämmelse verifieras genom kvalitetskontroller under processen snarare än att förlita sig på enbart inspektion vid slutet av linjen.
Fotgeometri och dess effekt på nivåkontakt
Utöver höjden påverkar fotens baskontaktytas planhet och rakhet också stapelns jämnhet. En fot med en skev eller icke platt bas kommer att gunga på ytan under den istället för att skapa en stabil, enhetlig kontakt. Detta gungbeteende under belastning skapar stresskoncentrationer vid kontaktytans kanter, accelererar slitaget och ökar risken för fotdeformation över tiden. Precisionsformade metallfötter, tillverkade av stansar som kontrollerar kontaktytans planhet inom specificerade gränser, eliminerar detta problem genom att säkerställa att varje fot sitter stabilt och överför belastningen jämnt över hela basytan.
Stapelbarhet prestanda över olika pallfotskonfigurationer
Alla pallfotskonfigurationer ger inte samma staplingsprestanda. Antalet fötter, deras placeringsmönster, deras individuella geometri och antalet kapslingspluggar per pall påverkar hur systemet presterar under verkliga driftsförhållanden. Att förstå avvägningarna mellan vanliga konfigurationer hjälper till att specificera rätt design för en given applikation.
| Fotkonfiguration | Antal fötter | Stack stabilitet | Häckande ökning | Typisk tillämpning |
|---|---|---|---|---|
| 4-hörn | 4 | Bra | Låg (30–40 mm) | Lätta laster, detaljhandelsdistribution |
| 6-punkts (4 hörn 2 mittkant) | 6 | Mycket bra | 35–50 mm | Standard industri, matservering |
| 9-punkts (3×3 rutnät) | 9 | Utmärkt | 40–60 mm | Tung last, bilindustri, hyllor |
| Löpare / genomgående skena | 2–3 skenor | Bra (directional) | 50–70 mm | Transportörsystem, kylkedja |
9-punktskonfigurationen ger den bästa övergripande stapelbarheten eftersom den maximerar antalet sammankopplade plugg-fotsingrepp per pall, fördelar belastningen över det största antalet kontaktpunkter och minimerar däckets utböjning mellan fötterna. Men det resulterar också i ett något högre häckningssteg än ett 4-hörnssystem, eftersom mer fotmaterial måste rymmas i staplingsgapet. Den optimala konfigurationen för en given operation beror på balansen mellan krav på lastkapacitet, mål för kapslingseffektivitet och hanteringsutrustningens dimensionella begränsningar.
Materialval och dess inverkan på staplingsprestanda över tid
De förbättringar av stapelbarhet som pallfötter och kapslingspluggar ger upprätthålls endast under pallens livslängd om komponenterna är tillverkade av material som bibehåller sin geometri under upprepade belastningscykler. Materialförsämring – krypning, utmattningssprickor, korrosion eller termisk deformation – förändrar de dimensionella egenskaperna hos fötter och pluggar på ett sätt som successivt undergräver den sammanlåsningsprecision som staplingsbarheten beror på.
- Pressade stålfötter bibehålla sin geometri under ihållande tryckbelastningar utan krypning, motstå stötar utan brott och prestera konsekvent över temperaturområden från -40°C till 300°C. Deras dimensionsstabilitet över hundratals belastningscykler är den högsta av alla vanliga fotmaterial.
- Fötter i rostfritt stål erbjuder samma mekaniska stabilitet som pressat kolstål med tillägg av korrosionsbeständighet i våta, livsmedelsklassade eller kemiska miljöer. De är det föredragna valet när pallens staplingsbarhet måste bibehållas genom upprepade tvättcykler.
- Fötter av högdensitetspolyeten (HDPE). ger tillräcklig stapelbarhet för lätta till medelstora belastningar men är känsliga för krypning under långvarig tryckpåkänning, särskilt vid förhöjda temperaturer. Med tiden kan en laddad stapel göra att HDPE-fötter komprimeras permanent, vilket minskar fothöjden och ändrar kapslingsökningen.
- Polypropenfötter är lättare och billigare än HDPE men har minskad slaghållfasthet och en högre känslighet för spröda sprickor vid minusgrader. I kylkedjemiljöer kan polypropenfötter spricka under stötbelastningar som genereras vid pallfall eller grov hantering, vilket helt eliminerar deras låsningsfunktion.
- Fötter i aluminiumlegering kombinera låg vikt med god dimensionsstabilitet och korrosionsbeständighet, vilket gör dem lämpliga för applikationer där pallens vikt är en kritisk begränsning - såsom flygfrakt eller högfrekvent manuell hantering.
För operationer där stapelbarheten måste upprätthållas på ett tillförlitligt sätt 100 eller fler pallcykler , pressade eller rostfria fötter är det mest pålitliga valet. Deras motståndskraft mot krypning, stötar och temperaturvariationer säkerställer att den dimensionella precision som fastställts vid tillverkningen bibehålls under hela komponentens livslängd.
Stapelbarhet i automatiserade lagermiljöer
I manuellt manövrerade lager kan en liten mängd stacksförskjutningar korrigeras genom att en arbetare flyttar pallar. I automatiserade miljöer – där robotstaplare, automatiska styrda fordon (AGV) och transportörmatade automatiska lagrings- och hämtningssystem (AS/RS) hanterar pallar utan mänsklig inblandning – finns det ingen korrigeringsmekanism. En lastpall som inte kapslar inom det angivna dimensionella kuvertet kommer att orsaka stopp, ett sensorfel eller ett systemstopp som stoppar hela operationen.
Det är därför automatiserade logistikoperatörer specificerar extremt snäva toleranser på pallfötter och kapslingar — ofta snävare än de standardtoleranser som används vid manuell hantering. Typiska krav för automatiserade system inkluderar:
- Fothöjdstolerans: ±0,5 mm över alla fötter på en enda pall och över alla pallar i flottan.
- Diametertolerans för kapsling: ±0,3 mm för att säkerställa konsekvent ingreppsdjup och motstånd mot sidoförskjutning.
- Fotpositionstolerans: ±1 mm från den angivna positionen på palldäcket, för att passa in med robotplockpunkter och sensordetekteringszoner.
- Stackhöjd repeterbarhet: Den totala höjden av en kapslad stapel måste vara förutsägbar inom ±2 mm per pall för att AS/RS-system ska kunna positionera sina gafflar exakt utan omkalibrering mellan cyklerna.
- Sidoförskjutningsmotstånd: En kapslad stapel måste motstå sidoförskjutningskrafter på minst 200 N utan att den översta pallen förskjuts mer än 2 mm i förhållande till den under den.
Att uppnå dessa specifikationer konsekvent över stora produktionsserier kräver precisionstillverkningskapacitet som Ningbo Dasheng Metal Products Co., Ltd tar med till varje komponent vi producerar. Våra stämplings- och djupritningsverktyg är designade och underhållna enligt de dimensionella kraven i varje kunds specifikation, och våra kvalitetsverifieringsprocesser bekräftar att varje komponent som lämnar vår anläggning uppfyller de toleranser som krävs för den avsedda tillämpningen – inklusive de krävande kraven i automatiserade logistikmiljöer.
Hur kapslingspluggdesign påverkar hur lätt det är att stapla av
Förbättringar av stapelbarheten är bara praktiskt användbara om stapeln också enkelt och tillförlitligt kan separeras när enskilda pallar behövs. En kapslingsplugg som greppar så hårt att den kräver överdriven kraft för att lossa skapar driftsproblem: ökad avstaplingstid, högre risk för pallskador vid separation och svårigheter för automatiserade avstaplare att generera den erforderliga lyftkraften utan att skada palldäcket.
Utformningen av en välpresterande kapselplugg balanserar tre konkurrerande krav:
- Tillräckligt ingrepp för att motstå sidoförskjutning under de krafter som upplevs under transport och hantering – vilket vanligtvis kräver ett minsta ingreppsdjup på 15–25 mm.
- Kontrollerat spel mellan plugg och fotinnervägg — tillräckligt för att möjliggöra jämn in- och urkoppling utan bindning, vanligtvis 0,5–2 mm radiellt spel beroende på applikation.
- Dragvinkel på pluggens utsida — en lätt avsmalning (3°–7°) som styr pluggen in i fothålan under stapling och underlättar ren urkoppling utan den sugeffekt som kan uppstå med parallellväggiga pluggar i djupa hålrum.
Att få denna balans rätt kräver både genomtänkt design och exakt tillverkning. En plugg som är formad med inkonsekvent väggtjocklek eller ett orundt tvärsnitt kommer att bete sig oförutsägbart - binder i vissa orienteringar och passar löst i andra. Precisionsstämplade och djupdragna pluggar, tillverkade av konsekvent tjock plåt med kontrollerade formningsparametrar, eliminerar denna variation och ger samma in- och urkopplingsbeteende på varje pall i flottan.
Effekten av stapling på pallflottans förvaltning
Förbättrad staplingsbarhet påverkar inte bara de fysiska dimensionerna av en pallstapel – den har direkta och mätbara effekter på effektiviteten i pallflottans förvaltning över hela leveranskedjan. Operationer som kan stapla tomma pallar mer kompakt och mer stabilt får fördelar vid varje punkt i logistikcykeln där pallar behöver lagras, räknas, transporteras eller hämtas.
Lagringskapacitet vid avsändnings- och mottagningsställen
Kl dispatch docks, distribution centers, and manufacturing facilities, empty pallets awaiting loading occupy floor space that could otherwise be used for productive storage. A nestable pallet system that reduces stack height by 65–70 % jämfört med konventionella pallar tillåter samma golvyta att rymma tre till fyra gånger så många tomma pallar. Detta minskar direkt frekvensen av påfyllning av pallar och det arbete som är förknippat med att hantera ett stort antal individuellt lagrade enheter.
Effektivitet för returfrakt
Returlogistik – att flytta tomma pallar tillbaka genom försörjningskedjan – är ett kostnadsställe som skalas direkt med pallvolym. En standardvagn med en invändig höjd på 2 700 mm rymmer 18 konventionella pallar staplade på 145 mm vardera . Med ett infästningsbart system i 40 mm steg och 150 mm bashöjd kan samma släp bära ca 64 pallar i samma vertikala utrymme — mer än tre gånger belastningen. Denna minskning av transportresor tur och retur minskar bränslekostnader, förartimmar och koldioxidutsläpp i direkt proportion till förbättringen av staplingseffektiviteten.
Minskad hantering per pallcykel
Eftersom hopfällbara staplar är strukturellt stabila och kan hanteras som en enhet utan risk för att de enskilda pallarna förskjuts, kan truckförare flytta större mängder tomma pallar i en enda lyft. En stabil stapel med 20 hopfällbara pallar kan flyttas som en enhet; 20 konventionella pallar utan förregling skulle kräva flera separata flyttningar eller användning av specialutrustning. Denna minskning av individuella hanteringsoperationer minskar arbetstid, slitage på gaffeltruckar och risken för hanteringsrelaterade olyckor.
Nyckelspecifikationer att definiera för optimal staplingsbarhet
För operationer som specificerar nya pallfötter och kapslingspluggar, eller utvärdering av befintliga komponenter för staplingsprestanda, är följande parametrar de mest kritiska för att definiera och verifiera:
- Inriktad kapslingsökning: Definiera det maximalt acceptabla vertikala höjdtillägget per kapslad pall, baserat på tillgängligt lagrings- och transportutrymme och antalet förväntade pallar i varje stapel.
- Fothöjd och tolerans: Ange den nominella fothöjden som krävs för att ge adekvat ingångsavstånd till gaffeltrucken (minst 95 mm) och den maximalt tillåtna höjdvariationen över alla fötter på en enda pall (vanligtvis ±0,5 mm för precisionsapplikationer).
- Pluggenkopplingsdjup: Definiera det djup till vilket kapselpluggen måste gripa in i fothåligheten för att ge det erforderliga sidoförskjutningsmotståndet, balanserat mot den frigöringskraft som är acceptabel för manuell eller automatisk avstapling.
- Radiellt spel från plugg-till-fot: Ange avståndet mellan den yttre väggen av kapslingspluggen och den inre väggen av fothåligheten, balansera enkel ingrepp mot tätheten av positionslåset.
- Sidoförskjutningsmotstånd: Definiera den minsta sidokraft som den kapslade stapeln måste motstå utan att förskjutas, baserat på de dynamiska krafter som upplevs under transport i den avsedda fordonstypen.
- Material och ytbehandling: Välj fot- och pluggmaterial baserat på belastningskrav, temperaturområde, korrosionsexponering och antalet cykler som komponenterna måste behålla sina dimensionsspecifikationer under.
- Konfiguration och räkning: Bestäm antalet fötter och placeringsmönstret baserat på pallens lastkapacitetskrav och inkrementmålet för kapsling, med hjälp av konfigurationsjämförelsedata som startreferens.
Kl Ningbo Dasheng Metal Products Co., Ltd , arbetar vårt erfarna ingenjörsteam med kunder från specifikationsstadiet till produktion och leverans, och säkerställer att varje parameter som styr stapelbarhetsprestanda är korrekt definierad och tillförlitligt uppnådd. Från att välja det optimala materialet och designa verktygen till att tillverka färdiga komponenter och verifiera deras dimensionella överensstämmelse, tillhandahåller vi den tekniska expertis och tillverkningsprecision som kvalitetspallfötter och kapslingar kräver.
relaterade produkter
Skicka en förfrågan
Tveka inte att kontakta när du behöver oss!
Oavsett om du vill bli vår partner eller behöver vår professionella vägledning eller support i produktval och problemlösningar, är våra experter alltid redo att hjälpa till inom 12 timmar globalt
kontakta ossPhone:+86 139-5824-9488
FAX :+86 574-86150176
E-mail: [email protected] [email protected]
Address: Enhet 2, byggnad 19, Zhichuangzhizao Park, Chengdong Industrial Zone, Xiangshan, Ningbo, 315705, Zhejiang, Kina
Metal Stamping Parts improve production efficiency through four interconnected mechanisms: they co...
Metal Stamping Parts play a foundational role in modern manufacturing by converting flat metal she...
Produktkategori
Mobil
